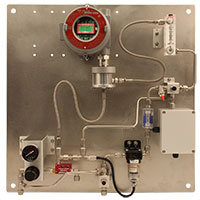
Single or dual sensor system is designed to monitor gas atmospheres from extreme conditions with either temperature, moisture, or pressure challenges. A powerful air aspirator can pull a sample from up to 100 feet away. The filtered and conditioned sample gas is then passed across one or two different detectors. Each detector shares a common calibration and compressed air inlet for aspirated flow. This system is fault tolerant removing the need for expensive downtime and maintenance. The sample is diluted with air after the gas sensor and then returned to a common exhaust reducing the danger of potential hazardous gases entering a safe work space.
System integrity is maintained at all times using a flow fail monitoring device which provides a NO contact that activates if the sample line becomes blocked or damaged or if the air supply is removed or interrupted.
The panel can be used with direct-connect (sensors connected to an RKI controller), or with S2 Series, and M2 Series transmitters. All transmitters have a 4-20 mA signal for direct connection to the site DCS, PLC or site control system. If needed, RKI instruments can supply a dedicated Gas Detection Control system to provide local alarms, 4-20 mA output with a wide range of dry contacts, making the system very sophisticated and user friendly.
Integral sample filter included to remove water and dirt, automatic drain type.
RS485 Modbus output options available on the M2 transmitter.
- Simple to operate
- Long life air aspirator (no moving parts)
- Extreme sample temperatures
- One or two sensors
- Inside/outside location options
- Corrosion resistant construction for extreme environments / samples
- Uses proven RKI technology
- Modular design easy to maintain
- Self draining moisture trap
- Back flush for sample line
- NEMA 4X enclosure options (stainless steel or plastic)
- Flammable, oxygen, or toxic monitoring
- Wastewater
- Drinking water plants
- Gas turbine monitoring flammable and CO
- Tunnel monitoring
- Landfill borehole analyses
- Printing press exhaust solvent recovery
- Winery CO2 / O2
- Biogas Methane
- Hydrogen Sulfide “H2S” scrubber break through
- Any sample draw gas monitoring application
Gas sensors | One or two |
Gas sensor options | H2, CH4, HC’s 0-100%LEL, CO, CO2, H2S, and O2. Other gases available. Contact RKI instruments |
Sensor type | Catalytic, Electrochemical, IR |
Sensor Outputs | 4-20 mA, or modbus output. Note: Sensor heads sold separately. See RKI models M2, S2, or Direct Connect sensors |
Maximum sample line length | 100’ (1/4” OD. tube) |
Compressed air requirements | 10 to 140 PSI compressed air or N2 |
Mounting panel | Stainless Steel 21” x 21” |
Operating temperature | See detector head specification |
System enclosure (optional) | GRP or Stainless Steel. IP65 NEMA 4 |
Sample flow across the detector head | 3 SCFH (1.5 LPM) |
Compressed air usage | Typical 6 SCFH (3 LPM) |
Approvals | Sensors classified for Class I, |
Display (optional) | M2 Transmitter has local display |
Outputs | Low flow contact, normally open (NO) |
Purge / Calibration | Manual operated spring return valves for calibration and back purge of the filter / sample line. |
Filtration | In line coalescing filter, automatic drain, 1 micron particulate, with transparent bowl |
Warranty | 1 Year |
Weatherproof enclosure for outside locations rainproof or as required for site secure installations.
Note: Specifications subject to change without notice.
Made in the USA
